石墨电极抗氧化涂料简介
石墨电极抗氧化涂料是特种陶瓷粉体包括纳米粉体在水溶液中的分散物,具有超高温下抗氧化性能的浆状涂料。石墨电极抗氧化涂料可以用涂刷的方法刷涂在表石墨电极的表面,干燥后能形成耐超高温的封闭涂层。涂层化学性质非常稳定,耐碱,耐酸等化学品,高温下涂层成半玻璃釉状,不容易开裂,涂层与石墨电极基体紧密粘接;具有非常好封闭性。基于这些特性,抗氧化涂层在超高下能有效隔绝空气中氧气与电极基体表面直接接触,从而减少石墨电极侧面的氧化消耗,也就能提高石墨制品抗氧化性能,降低石墨电极单位消耗。
产品YHT03性能
1, 石墨电极抗氧化涂料能大大提高石墨电极的抗氧化性,降低石墨电极消耗约18%。
2, 石墨电极涂料主成份为陶瓷粉体,化学性质稳定,无毒无害无气味。不会对钢水造成化学杂质污染,也不会对作业人员带来危害,无环境污染。
3, 石墨电极抗氧化涂料具有超越的耐超高温性能,最高耐1800℃。
4, 石墨电极抗氧化涂料高温下形成的涂层热膨胀系数与石墨材料接近,热震性好,高温下不容易开裂脱落。
5, 涂层在高温下成半玻璃釉状,具有超越的封闭性,在高温下能有效的隔绝空气与石墨基体直接接触,减缓石墨电极侧面氧化速度。
产品(YHT03)技术指标:
皮膜颜色:灰色
性状:灰色浆状体,水性涂料
主成分:氧化铝,二氧化硅等陶瓷混合物
耐热上限: 1800℃
PH: 3左右
保质期:半年
涂层面积: 2㎡左右/公斤
膨胀系数:4.3×10-6/℃
石墨电极抗氧化涂料施工工艺
1,YHT03涂刷前,充分把涂料搅拌均匀。YHT02(新型易干型)分液体和粉体两个组分,使用时按液体35%,粉体65%的比例分散混合均匀,推荐用带有分散盘的小型手持分散机:
2,用刷子或涂料棍子均匀的把涂料涂刷在电极表面,注意要刷的尽量厚薄均匀,不要有的地方厚有的地方薄,否则可能会导致涂层容易在干燥后开裂。
3,第一遍涂刷完后,让其自然干燥,涂层干燥到一定程度会硬化,涂层硬化到用手指刮而不会留下刮痕为宜(根据现场温度的不同,一般需要自然干燥一个小时左右)。然后再用同样的方法涂刷第二遍、第三遍。至少涂刷二遍,涂刷三遍更好。涂层总厚度控制在0.5~0.7mm左右。
4,最后一遍涂刷完后也要让电极自然干燥1~2个小时,让涂层充分干燥,硬化才可以上炉工作。
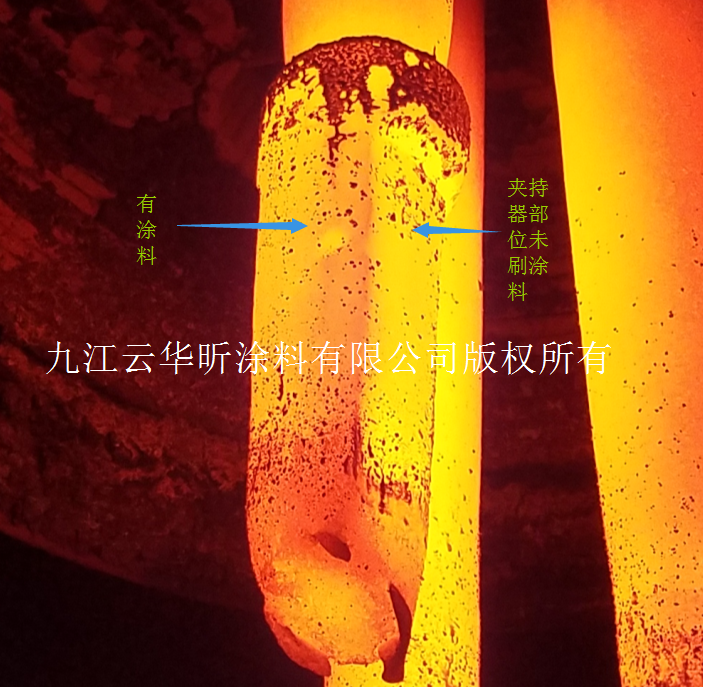
5,注意,因为涂料涂层本身不导电,所以必须预留出比铜板宽幅大2-3公分的宽度,线以外的区域一般不会被夹持器夹持,所以可以全部涂刷。预留部分作为夹持器铜板接触石墨基体表面的区域。如以下图示:
6 ,特别注意,在电炉上接电极时,一定要把所预留的未涂刷涂料的部分对准夹持器的导电的铜板部,以便不影响导电。如下图:
 |  |  |
石墨电极抗氧化涂料简介
石墨电极抗氧化涂料是特种陶瓷粉体包括纳米粉体在水溶液中的分散物,具有超高温下抗氧化性能的浆状涂料。石墨电极抗氧化涂料可以用涂刷的方法刷涂在表石墨电极的表面,干燥后能形成耐超高温的封闭涂层。涂层化学性质非常稳定,耐碱,耐酸等化学品,高温下涂层成半玻璃釉状,不容易开裂,涂层与石墨电极基体紧密粘接;具有非常好封闭性。基于这些特性,抗氧化涂层在超高下能有效隔绝空气中氧气与电极基体表面直接接触,从而减少石墨电极侧面的氧化消耗,也就能提高石墨制品抗氧化性能,降低石墨电极单位消耗。
产品YHT03性能
1, 石墨电极抗氧化涂料能大大提高石墨电极的抗氧化性,降低石墨电极消耗约18%。
2, 石墨电极涂料主成份为陶瓷粉体,化学性质稳定,无毒无害无气味。不会对钢水造成化学杂质污染,也不会对作业人员带来危害,无环境污染。
3, 石墨电极抗氧化涂料具有超越的耐超高温性能,最高耐1800℃。
4, 石墨电极抗氧化涂料高温下形成的涂层热膨胀系数与石墨材料接近,热震性好,高温下不容易开裂脱落。
5, 涂层在高温下成半玻璃釉状,具有超越的封闭性,在高温下能有效的隔绝空气与石墨基体直接接触,减缓石墨电极侧面氧化速度。
产品(YHT03)技术指标:
皮膜颜色:灰色
性状:灰色浆状体,水性涂料
主成分:氧化铝,二氧化硅等陶瓷混合物
耐热上限: 1800℃
PH: 3左右
保质期:半年
涂层面积: 2㎡左右/公斤
膨胀系数:4.3×10-6/℃
石墨电极抗氧化涂料施工工艺
1,YHT03涂刷前,充分把涂料搅拌均匀。YHT02(新型易干型)分液体和粉体两个组分,使用时按液体35%,粉体65%的比例分散混合均匀,推荐用带有分散盘的小型手持分散机:
2,用刷子或涂料棍子均匀的把涂料涂刷在电极表面,注意要刷的尽量厚薄均匀,不要有的地方厚有的地方薄,否则可能会导致涂层容易在干燥后开裂。
3,第一遍涂刷完后,让其自然干燥,涂层干燥到一定程度会硬化,涂层硬化到用手指刮而不会留下刮痕为宜(根据现场温度的不同,一般需要自然干燥一个小时左右)。然后再用同样的方法涂刷第二遍、第三遍。至少涂刷二遍,涂刷三遍更好。涂层总厚度控制在0.5~0.7mm左右。
4,最后一遍涂刷完后也要让电极自然干燥1~2个小时,让涂层充分干燥,硬化才可以上炉工作。
5,注意,因为涂料涂层本身不导电,所以必须预留出比铜板宽幅大2-3公分的宽度,线以外的区域一般不会被夹持器夹持,所以可以全部涂刷。预留部分作为夹持器铜板接触石墨基体表面的区域。如以下图示:
6 ,特别注意,在电炉上接电极时,一定要把所预留的未涂刷涂料的部分对准夹持器的导电的铜板部,以便不影响导电。如下图:
| | |