远红外辐射节能涂料
远红外辐射节能涂料已应用于钢铁、石化、陶瓷、机械加工等许多行业的加热炉上。远红外辐射节能涂料涂刷在工业窑炉的内壁面,通过提高炉内壁的辐射率,增大被加热物体的辐射传递量,使被加热物受热均匀。云华昕远红外辐射节能涂料以其优越的红外线发射率,加强了炉内的热辐射强度.从而大幅度提高了炉子的热效率,提高被加热件的受热均匀性,降低了热损失,延长了窑炉炉墙的使用寿命,达到节能减排的目的。
技术参数
最高耐火度/℃ | 1800 |
发射率/ 黑度 | ε>89%( λ=2~18μm) |
线膨胀系数/K-1 | 8.2×10-6 |
耐热冲击性能 | 1200℃至室温空气淬冷次数>20 次 |
粘结强度 | 250 g / cm2 冲击无裂纹。 |
抗老化性能: | 涂层使用19000小时表面无异常 |
密度( g/cm3) | 2.8~3 |
组成 | SI Al Cr等氧化物陶瓷粉末 :25l% 其它:30% 水:45% |
外观颜色与形态 | 黑色,与水混合的浆状 |
安全性 | 无味、无毒、无害 |
用途
①与石油精制/石油化学有关:加热炉、分解炉、改质炉、其它炉
②与钢铁/金属/有色金属/电气/汽车有关:热处理炉、加热炉、锻造炉、其它炉
③与窑业有关的炉:玻璃窑炉、陶瓷窑炉、水泥窑炉、耐火材料窑炉等
云华昕耐火红外辐射涂料特点
①发射率高。对烧结后的涂料进行法向光谱发射率测试, 结果如图我公司的红外涂料法相光谱发射率测试报告所示。测试结果表明, 烧结后的涂料在2~ 5 um 波段的平均发射率为0. 90, 全波段( 1~ 25μm) 平均发射率为0.92, 远高于常用耐火砖在同波段的发射率( 约0. 4) 。同时, 由于烧结后的涂层在2~ 5μm 波段有较高的平均发射率, 与一般工业窑炉的高温主要辐射光谱波段( 1 ~5μm) 相匹配 , 这样更有利于获得良好的节能效果。
②保护窑炉。云华昕涂布远红外辐射涂料可以起到保护耐火材料的窑炉炉衬的作用,此外,涂布在使用了陶瓷纤维的炉壁上时,还可以作为陶瓷纤维的保护层,防止气体渗入,而且,还可以防止纤维因玻璃化而老化失去隔热效果。
云华昕红外辐射涂料在中温可以烧结成金属型瓷釉层,不易与基材剥离,成为炉衬的保护层,可延长炉衬寿命。图1 为涂层与耐火砖的结合界面形貌图。可以看出, 经过烧结涂层与耐火砖结合紧密,无裂纹和缝隙。对涂层和耐火砖结合界面进行电子探针线分析, 扫描结果如图2所示。可见, 涂层与耐火砖结合界面上各元素如Cr 、Fe 和Mg 元素, 其含量在结合层呈阶梯平缓过渡的渐变过程, 而非突变, 说明涂层与耐火砖表面间存在一定的热化学反应和元素渗透现象, 反映出涂层与耐火砖结合状态良好 。对烧结后的涂层样品进行抗热震性实验, 将试样于1200℃ 保温30 分钟,取出试样置于室温下急冷; 待试样温度降至室温后再放入1200℃炉内, 连续重复此急热、急冷过程。试样连续经过20次热、冷交替过程, 耐火砖涂层表面热震前后照片如图3所示。可以看出, 涂层经20次热震实验后未发生任何剥落或开裂, 烧结后的陶瓷涂层与耐火砖紧密结合, 说明涂层的抗热震性良好。
③使用寿命长。云华昕红外辐射涂料的主要成分为陶瓷粉末,非常稳定。在炉衬没有损伤的前提下,使用寿命可以达到5年以上。
④安全。无毒、无害、无味、无污染。这是因为云华昕红外辐射涂料的主要成分为铬,铁,铝等氧化物,为陶瓷粉末一类。
⑤施工简单。喷涂作业,施工便捷。涂刷或喷涂作业后,先自然干燥,然后经过10个小时左右的烘炉即可。
⑥防止落尘。云华昕红外辐射涂料采用了独特的粘接剂和烧结剂。经过400℃以上的窑炉工作温度下的烧结,使护墙涂层形成坚固不剥落的金属状保护层。彻底解决了窑炉行业多年来一直难以解决的掉渣落脏问题。大大提高了产品档次。
⑦高回报率。与石油精制/石油化学有关的工业炉节能3~6%;与金属冶炼、耐火材料、水泥、陶瓷相关的窑炉节能5~10%。通常情况下,上述的效果是可以预测的,但是,具体的效果会因炉的种类和运转条件不同而不同。投入成本在3~6个月内即可收回。
施工工艺
1.事前的调查
在该加热炉的图纸上,判断是否可以使用红外辐射涂料,只要可以使用,应在事前检查炉内污迹,有无玻璃化等,制作针对各项施工的施工手册,事先就工程日期等进行商量。
2. 准备工作
2.1.需要脚手架时,应事前在底部(炉底座)用床单等包裹,保护炉体,同时也为了方便架设脚手架。
2.2.由于会产生粉尘,所以,需要采取必要的措施,安装通风装置等。
3.涂底处理(穿戴护目镜和防尘面罩)
施工时,涂底处理是最重要的一环,在充分做好事前调查工作,采取最佳的处理方法。
3.1.陶瓷纤维面
如果表面上出现了玻璃化的部分,可以使用钢丝刷等轻轻地刮擦,清除玻璃化的部分。
如果粘附有粉尘等时,使用刷等刮擦时,注意不要擦伤表面,去除掉这此粉尘,清洁表面。
3.2.砖、可浇铸材料面
如果出现玻璃化或孔被堵塞时,可以使用钢丝刷等轻轻地刮擦。清除干净后,使用喷枪对表面脆化的陶瓷纤维和砖、可浇铸材料的孔吹风,确认该表面已经完全清理干净。
4.喷涂作业
4.1.确认炉壁面的温度低于40℃以下。
4.2. 燃烧炉口等容易沾上涂料液处,用瓦楞纸板等保养,避免沾上的液流入燃烧炉口。
4.3.卸下炉内传感器以及加热管,或者用塑料袋等保养。
4.4.由于涂料比重较大,容易粘在容器的底部上,所以,涂布前,应充分地均匀搅拌至浆状。

图1 烧结后涂层与耐火砖结合界面形貌图
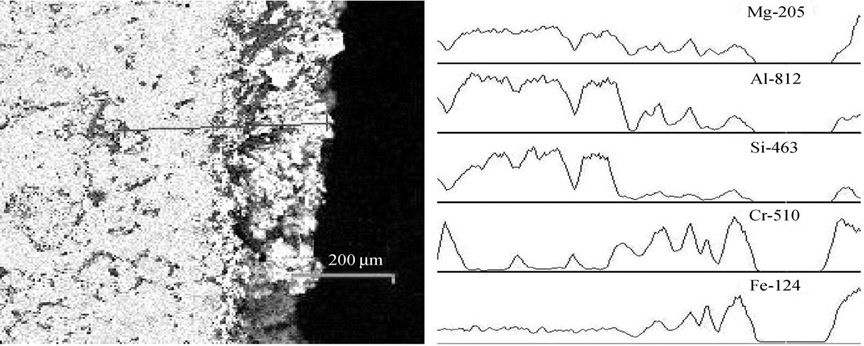
图2 烧结后涂层与耐火砖结合界面的电子探针线分析图

图3 耐火砖表面涂层热震前后照片
远红外辐射节能涂料
远红外辐射节能涂料已应用于钢铁、石化、陶瓷、机械加工等许多行业的加热炉上。远红外辐射节能涂料涂刷在工业窑炉的内壁面,通过提高炉内壁的辐射率,增大被加热物体的辐射传递量,使被加热物受热均匀。云华昕远红外辐射节能涂料以其优越的红外线发射率,加强了炉内的热辐射强度.从而大幅度提高了炉子的热效率,提高被加热件的受热均匀性,降低了热损失,延长了窑炉炉墙的使用寿命,达到节能减排的目的。
技术参数
最高耐火度/℃ | 1800 |
发射率/ 黑度 | ε>89%( λ=2~18μm) |
线膨胀系数/K-1 | 8.2×10-6 |
耐热冲击性能 | 1200℃至室温空气淬冷次数>20 次 |
粘结强度 | 250 g / cm2 冲击无裂纹。 |
抗老化性能: | 涂层使用19000小时表面无异常 |
密度( g/cm3) | 2.8~3 |
组成 | SI Al Cr等氧化物陶瓷粉末 :25l% 其它:30% 水:45% |
外观颜色与形态 | 黑色,与水混合的浆状 |
安全性 | 无味、无毒、无害 |
用途
①与石油精制/石油化学有关:加热炉、分解炉、改质炉、其它炉
②与钢铁/金属/有色金属/电气/汽车有关:热处理炉、加热炉、锻造炉、其它炉
③与窑业有关的炉:玻璃窑炉、陶瓷窑炉、水泥窑炉、耐火材料窑炉等
云华昕耐火红外辐射涂料特点
①发射率高。对烧结后的涂料进行法向光谱发射率测试, 结果如图我公司的红外涂料法相光谱发射率测试报告所示。测试结果表明, 烧结后的涂料在2~ 5 um 波段的平均发射率为0. 90, 全波段( 1~ 25μm) 平均发射率为0.92, 远高于常用耐火砖在同波段的发射率( 约0. 4) 。同时, 由于烧结后的涂层在2~ 5μm 波段有较高的平均发射率, 与一般工业窑炉的高温主要辐射光谱波段( 1 ~5μm) 相匹配 , 这样更有利于获得良好的节能效果。
②保护窑炉。云华昕涂布远红外辐射涂料可以起到保护耐火材料的窑炉炉衬的作用,此外,涂布在使用了陶瓷纤维的炉壁上时,还可以作为陶瓷纤维的保护层,防止气体渗入,而且,还可以防止纤维因玻璃化而老化失去隔热效果。
云华昕红外辐射涂料在中温可以烧结成金属型瓷釉层,不易与基材剥离,成为炉衬的保护层,可延长炉衬寿命。图1 为涂层与耐火砖的结合界面形貌图。可以看出, 经过烧结涂层与耐火砖结合紧密,无裂纹和缝隙。对涂层和耐火砖结合界面进行电子探针线分析, 扫描结果如图2所示。可见, 涂层与耐火砖结合界面上各元素如Cr 、Fe 和Mg 元素, 其含量在结合层呈阶梯平缓过渡的渐变过程, 而非突变, 说明涂层与耐火砖表面间存在一定的热化学反应和元素渗透现象, 反映出涂层与耐火砖结合状态良好 。对烧结后的涂层样品进行抗热震性实验, 将试样于1200℃ 保温30 分钟,取出试样置于室温下急冷; 待试样温度降至室温后再放入1200℃炉内, 连续重复此急热、急冷过程。试样连续经过20次热、冷交替过程, 耐火砖涂层表面热震前后照片如图3所示。可以看出, 涂层经20次热震实验后未发生任何剥落或开裂, 烧结后的陶瓷涂层与耐火砖紧密结合, 说明涂层的抗热震性良好。
③使用寿命长。云华昕红外辐射涂料的主要成分为陶瓷粉末,非常稳定。在炉衬没有损伤的前提下,使用寿命可以达到5年以上。
④安全。无毒、无害、无味、无污染。这是因为云华昕红外辐射涂料的主要成分为铬,铁,铝等氧化物,为陶瓷粉末一类。
⑤施工简单。喷涂作业,施工便捷。涂刷或喷涂作业后,先自然干燥,然后经过10个小时左右的烘炉即可。
⑥防止落尘。云华昕红外辐射涂料采用了独特的粘接剂和烧结剂。经过400℃以上的窑炉工作温度下的烧结,使护墙涂层形成坚固不剥落的金属状保护层。彻底解决了窑炉行业多年来一直难以解决的掉渣落脏问题。大大提高了产品档次。
⑦高回报率。与石油精制/石油化学有关的工业炉节能3~6%;与金属冶炼、耐火材料、水泥、陶瓷相关的窑炉节能5~10%。通常情况下,上述的效果是可以预测的,但是,具体的效果会因炉的种类和运转条件不同而不同。投入成本在3~6个月内即可收回。
施工工艺
1.事前的调查
在该加热炉的图纸上,判断是否可以使用红外辐射涂料,只要可以使用,应在事前检查炉内污迹,有无玻璃化等,制作针对各项施工的施工手册,事先就工程日期等进行商量。
2. 准备工作
2.1.需要脚手架时,应事前在底部(炉底座)用床单等包裹,保护炉体,同时也为了方便架设脚手架。
2.2.由于会产生粉尘,所以,需要采取必要的措施,安装通风装置等。
3.涂底处理(穿戴护目镜和防尘面罩)
施工时,涂底处理是最重要的一环,在充分做好事前调查工作,采取最佳的处理方法。
3.1.陶瓷纤维面
如果表面上出现了玻璃化的部分,可以使用钢丝刷等轻轻地刮擦,清除玻璃化的部分。
如果粘附有粉尘等时,使用刷等刮擦时,注意不要擦伤表面,去除掉这此粉尘,清洁表面。
3.2.砖、可浇铸材料面
如果出现玻璃化或孔被堵塞时,可以使用钢丝刷等轻轻地刮擦。清除干净后,使用喷枪对表面脆化的陶瓷纤维和砖、可浇铸材料的孔吹风,确认该表面已经完全清理干净。
4.喷涂作业
4.1.确认炉壁面的温度低于40℃以下。
4.2. 燃烧炉口等容易沾上涂料液处,用瓦楞纸板等保养,避免沾上的液流入燃烧炉口。
4.3.卸下炉内传感器以及加热管,或者用塑料袋等保养。
4.4.由于涂料比重较大,容易粘在容器的底部上,所以,涂布前,应充分地均匀搅拌至浆状。
图1 烧结后涂层与耐火砖结合界面形貌图
图2 烧结后涂层与耐火砖结合界面的电子探针线分析图
图3 耐火砖表面涂层热震前后照片